Printing Large Parts: Why Bigger Is Not Always Better
By Marko Aubel, Head of Technology, R&D and Support, Raplas Technologies
Large format is not a build-volume race
Printing a large part is not simply printing a small part at a bigger scale. As the geometry grows, every weakness in the process becomes more visible. Resin behaviour, support strategy, thermal control, platform consistency, orientation, drainage, recoating and post-processing all become more important.
These are the real large format 3D printing challenges. The difficulty is not only whether the part fits inside a machine. The difficulty is whether the part can be printed accurately, remain stable, survive post-processing and be repeated at an acceptable production cost.
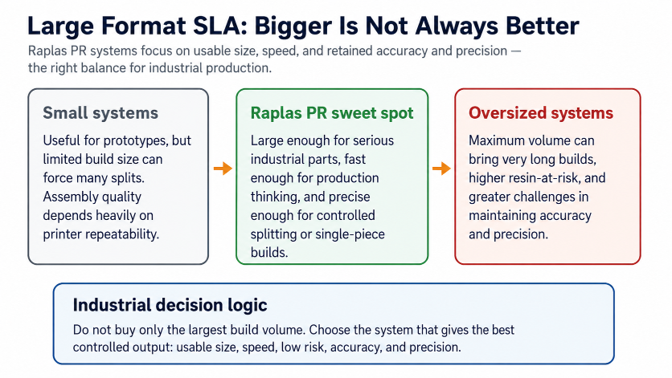
This is an important point for Raplas PR systems. Raplas is not trying to win a marketing race for the largest possible machine envelope. The stronger position is more practical: provide large industrial capacity while preserving speed, accuracy, precision and process reliability. With PR700 and PR800/7, Raplas can increase batch capacity over PR450 without moving into the high-risk oversized-machine category.
For many engineering users, that is the better compromise. The largest machine is not automatically the best production machine.
Build size is not the same as usable build size
A large advertised build volume does not automatically mean reliable large-part production. A competitor may offer a physically larger machine, but that does not guarantee dimensional control across the full platform or acceptable build economics.
In practice, industrial 3D printing build size limitations are not only mechanical. They are process limitations: exposure consistency, thermal stability, recoating strategy, resin handling, support loads, build duration, cleaning, post-curing and inspection all decide whether the result is usable.
Oversized builds can also concentrate too much risk into one job. A very large one-piece print may tie up the machine for a long time, put a large amount of resin and machine capacity at risk, and increase the consequences of any error. If accuracy and precision drift across the platform or over the build time, the large build volume becomes less valuable.
Raplas PR systems are designed around usable industrial output. The aim is to print large and production-relevant parts while retaining the dimensional control that engineers need. This is also where PR800/7 fits: its 800 x 700 mm platform increases usable production capacity while keeping the Raplas focus on accuracy, precision and controlled build economics.
Strategic splitting is not a weakness on Raplas systems
A common argument in large-format 3D printing is that printing a part in one piece is always better than splitting it. That is too simplistic.
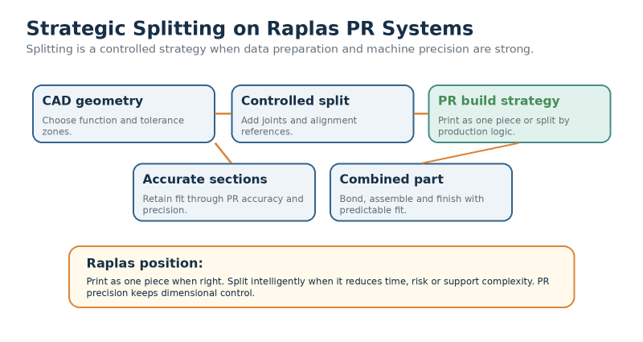
Single-piece production is valuable when the application requires it, and Raplas PR systems support larger single-piece parts where that is the right technical and commercial route. However, controlled CAD splitting and recombining can also be the better engineering decision. It can reduce build time, lower print risk, simplify supports, improve orientation, protect critical surfaces and make post-processing easier.
With Raplas, splitting is not a compromise caused by poor machine capability. The data preparation workflow can use proper splitting tools, and the accuracy and precision of the PR systems allow split sections to be printed and combined with predictable fit. That changes the discussion.
The question is not: can the machine print the entire part in one piece at any cost? The better question is: what is the fastest, safest and most accurate route to the final usable component?
Why very large competitor systems can become risky
There are machines on the market with larger build envelopes than the main Raplas PR systems. For some applications, maximum volume may be attractive. However, larger does not automatically mean more productive, more accurate or lower risk.
With very large SLA builds, the key problems are often build time, process sensitivity and risk concentration. Long builds increase the cost of failure. Large resin volumes and large supported geometries place more demand on process control. Maintaining dimensional consistency across very large areas is also more difficult.
This is especially important when warping large 3D prints becomes the main failure mode. Long spans, broad flat areas, thick-to-thin transitions and large supported surfaces all increase internal stress. If the machine or workflow cannot control those effects, the extra build size may simply create larger failed parts.
Raplas takes a more balanced approach: large enough for serious industrial work, fast enough for production thinking, and accurate enough to preserve precision across both single-piece and split-build strategies.
Printing big parts SLA requires orientation strategy
When printing big parts SLA, orientation is one of the most important engineering decisions. Orientation controls layer area, drainage, support contact, stress direction, surface quality, dimensional stability and build time.
A flat orientation may reduce height and shorten the build, but it can increase cross-sectional area or require careful support planning. An upright orientation may preserve single-piece geometry and reduce footprint, but it can increase layer count and total machine time. Neither answer is automatically correct.
In Raplas application work, flat-versus-upright comparisons show that the best strategy depends on the part, the material and the required result. For some split parts, flat printing can be the fastest and safest method because it avoids unnecessary supports and reduces overhang issues. For other parts, upright printing can preserve function and reduce assembly work.
The important point is that Raplas PR systems allow the engineer to make this decision based on production logic, not machine limitation.
A practical benchmark: PR systems scale without abandoning control
Application-style benchmark work is useful because it shows how platform size, packing density and build-time strategy interact. One useful example is an impeller-type geometry with an approximate envelope of 120 x 120 x 64.6 mm and a build height of around 69.6 mm. This type of part is more meaningful than a simple cube because it includes curved surfaces, blades, support-sensitive areas and dimensional features.
In internal application experience, the same impeller benchmark showed a clear production scaling path across the PR400i, PR450, PR700 and PR800/7. The larger platforms increase output, while Smart Recoat can reduce build time where geometry and material behaviour allow it. In this comparison, PR700 and PR800/7 show their benefit against PR450 by reducing the number of required builds for a larger batch. PR400i still remains the fastest option for suitable smaller parts and repeated batch campaigns, but the larger PR systems reduce handling, build starts and campaign complexity.
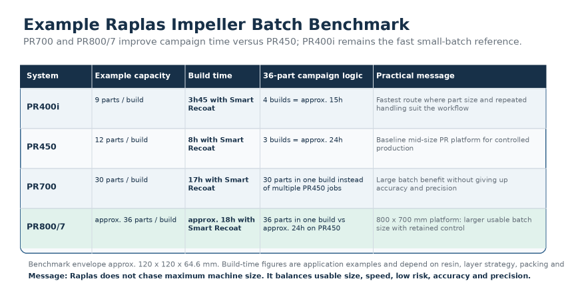
The point of this type of benchmark is not only to show that more parts fit on a larger platform. It shows the Raplas philosophy: scale the production output while keeping the workflow under control. That is different from simply making the machine as large as possible and accepting slower builds, higher risk or weaker dimensional reliability.
Not sure whether large-format printing is right for your project?
Choosing the correct size can impact cost, strength, and performance.
Talk to our team for tailored advice.